A Fatal Mistake
If you get the first step wrong when preparing water-based imitation electroplating silver, you will never get a mirror effect no matter how you adjust the paint afterwards!
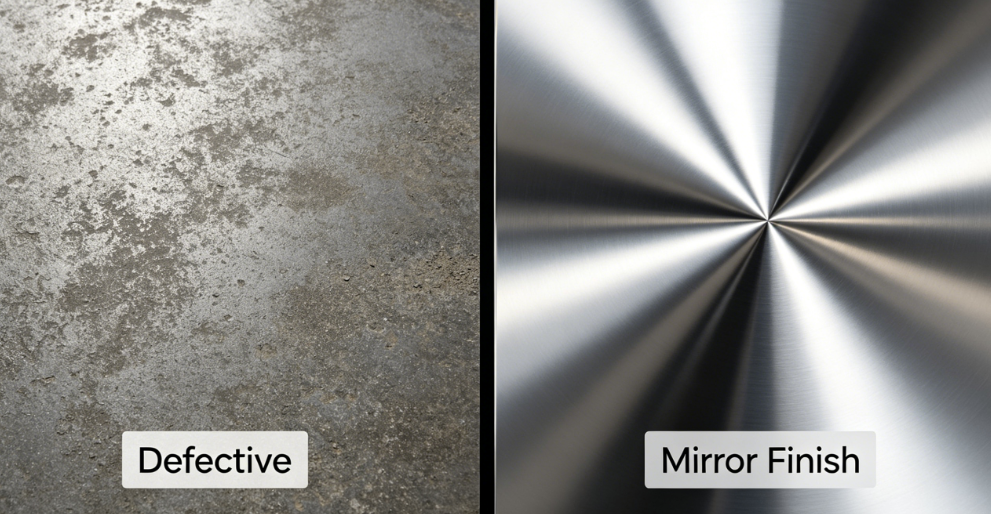
Common Defects of Improper Operation
Dull and mottled paint film
Unqualified gloss and uneven surface, failing to present a perfect mirror effect Gloss loss and excessive particles Poor surface flatness, which greatly damages the metallic texture and appearance Rapid sedimentation and severe delamination. The system has poor stability, bringing high risks during storage and construction
Conclusion: 80% of all problems root in the initial dispersion process.
Core Problem: The Wrong First Step
Typical Wrong Operations
Do you do this? Pour water directly into silver paste, then turn on the high-speed disperser for vigorous stirring?If yes, you have made a devastating mistake from the very start
Many technicians take shortcuts and use high-shear stirring, believing that “the more stirring, the better uniformity”. In fact, this is the main cause of damaged silver paste structure.
Why High-shear Stirring Is Fatal
The mirror effect of water-based imitation electroplating silver relies on floating flake aluminum silver paste (5-20μm). Its performance depends on the intact flake structure of aluminum particles and parallel orientation after construction.
Two Damages Caused by High Shear
Physical damage: The shear force cuts and breaks aluminum flakes like blades, resulting in deformed and chipped edges.
Chemical damage: The protective coating on aluminum surface is destroyed. Exposed active aluminum will be oxidized, causing blackening, agglomeration and caking.
Final Consequence
The physical foundation for mirror reflection is completely destroyed. The paint film will inevitably turn dull and grey, lose metallic luster, and the mirror effect is totally ruined.
Other Wrong Practices
Add a large amount of water at one time, followed by immediate high-speed dispersion
Use tap water directly for dilution
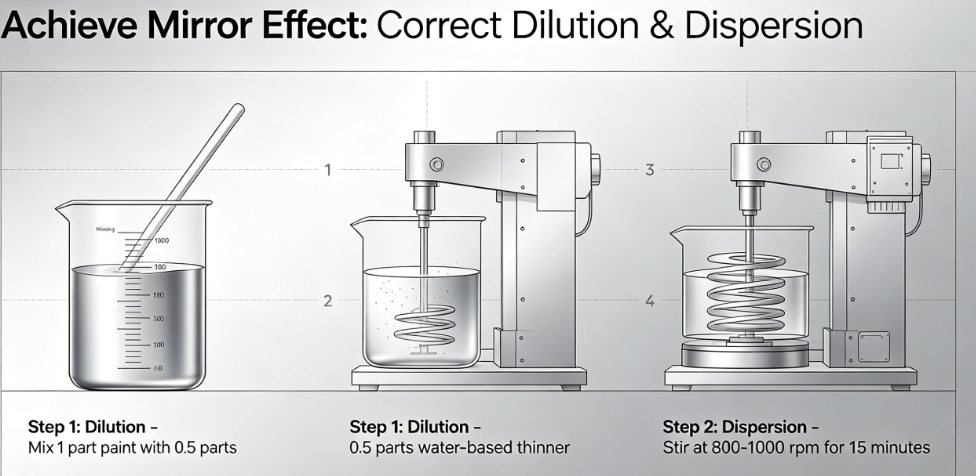
Correct Dilution & Dispersion Method for Mirror Effect aluminium paste
Core Principle
Wet first → Disperse later; Use low shear force to protect aluminum flake structure.
Water slowly penetrates into gaps between aluminum flakes to loosen agglomerates gently. Mild low-shear stirring avoids mechanical damage to aluminum flakes.
Only when the flake structure is complete can aluminum particles be arranged in order to form a high-gloss mirror effect.
Standard Operating Procedures
Step 1: Select Qualified Water
Only use deionized water. Tap water is strictly prohibited!
Tap water contains free chlorine, calcium and magnesium ions, which will destroy the protective coating of silver paste, and further lead to agglomeration, sedimentation and whitening of paint film.
Requirement: Adopt industrial-grade deionized water with conductivity below 5 μS/cm.
Note: This is the most fundamental and easily ignored key point.

Step 2: Ratio & Feeding Sequence
Dilution ratio: Silver paste : Deionized water = 1 : 1 for pre-dilution. Max ratio shall not exceed 1 : 1.5. Excessive dilution will damage system stability.
Feeding order: Add water first, then pour silver paste slowly.
Pour deionized water into the container first. Keep stirring at low speed, and add aluminum silver paste slowly along the barrel wall. This prevents local high concentration and agglomeration.

Step 3: Static Soaking (Key to Success)
Stop stirring immediately after adding silver paste, and let it stand for 5-10 minutes.
Purpose: Allow water to fully penetrate aluminum agglomerates, soften the surface coating and release intermolecular force.
This step greatly improves the subsequent dispersion effect. Skipping this step will leave hard agglomerates and cause product defects.

Step 4: Low-speed Dispersion
Set the disperser speed at 300-500 rpm for mild dispersion.
Troubleshooting: Defects Caused by Wrong Initial Operation

Dull & grey film, no mirror effect
Cause: Aluminum flakes are broken by excessive shear force. Reflectivity declines and stray light increases.
Excessive particles & orange peel
Cause: Unopened agglomerates remain on the film, forming uneven surface defects.
Fast sedimentation & delamination
Cause: Damaged surface coating leads to rapid settlement and caking of aluminum particles.
Mottled film & uneven gloss
Cause: Disordered arrangement of aluminum flakes causes inconsistent light reflection.
Core Rule & Process Summary
Core Rule
Low shear · Full wetting · Slow soaking · No flake breakage
Goal: Keep aluminum flakes intact to ensure excellent metallic mirror effect.
Complete Process
Add deionized water → Add silver paste slowly → Static soaking for 5-10 min → Low-speed dispersion (300-500 rpm)
Strict Taboos
❌ High-speed shear stirring
❌ Direct use of tap water
❌ Excessive dilution
One wrong step at the beginning leads to total failure. Please follow the standard operation strictly.
